


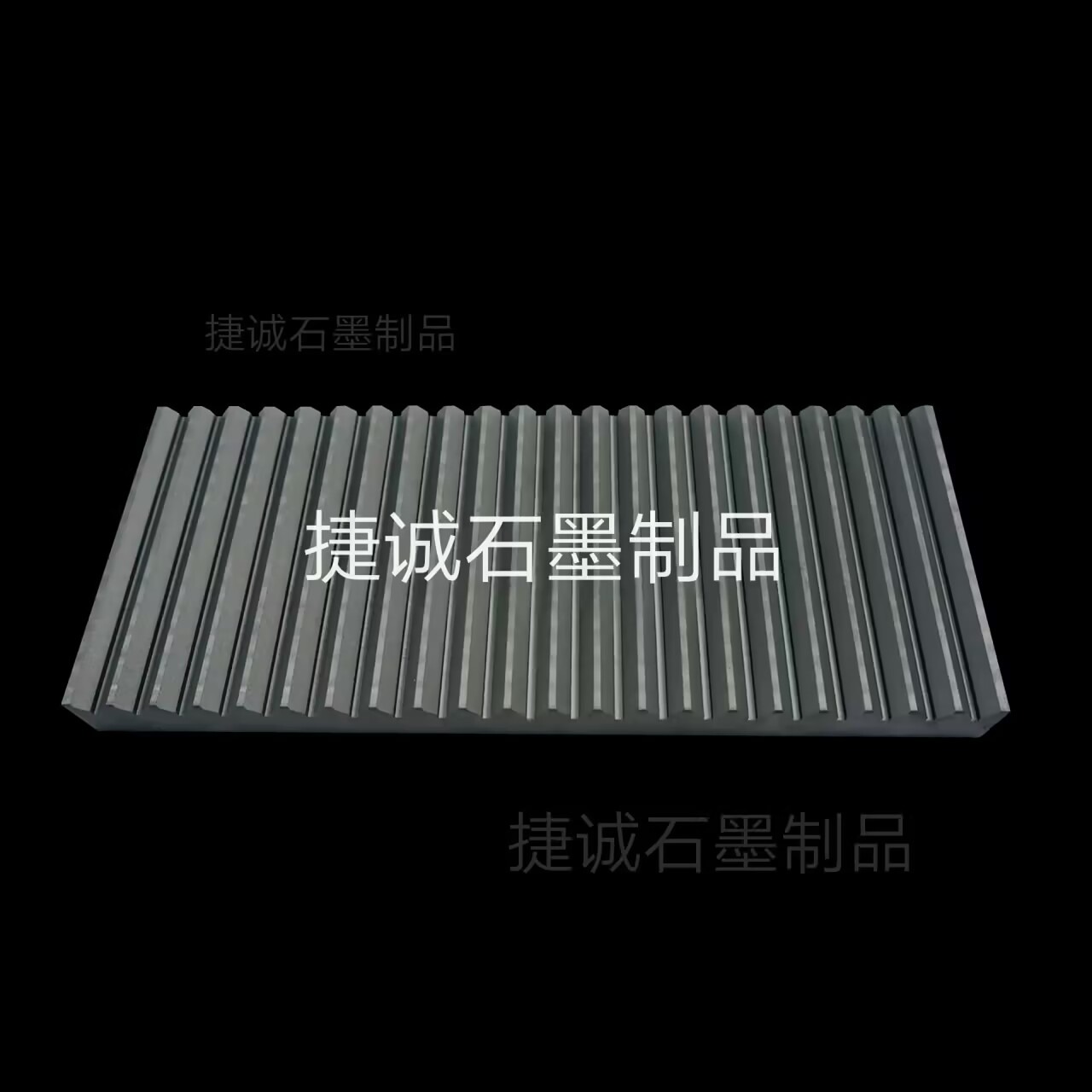
V型石墨舟皿,石墨舟皿,U型石墨舟皿,石墨舟皿加工,高強度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫燒結石墨舟皿,V型石墨舟皿生產廠家
V型石墨舟皿與U型石墨舟皿在結構規劃、工藝適配性及功用體現上存在明顯差異,具體分析如下:
一、結構規劃差異
卡槽深度與幾何形狀
V型石墨舟皿:卡槽呈V型,深度較淺,一般為U型卡槽深度的約60%(即U型卡槽深度是V型的1.7倍)。這種規劃削減了材料在高溫下的暴露面積,下降了燒焦危險。
U型石墨舟皿:卡槽呈U型,深度較大,適宜承載較厚或圓柱形產品,但槽內氣體活動途徑較長,易導致部分積碳。
支撐與限位機制
V型石墨舟皿:經過斜面限位完畢產品軸心精準定位,軸心差錯≤0.01mm,適用于硬質合金段差圓棒/管等對同心度要求高的場景。
U型石墨舟皿:依托槽底平面支撐,對異形件適配性較差,易因產品滑動導致軸心偏移。
排氣與氣體流轉
V型石墨舟皿:槽面設有排氣通槽,引導脫膠氣體沿預定途徑逸出,消除部分氣壓過高導致的膠體殘留。例如,在硬質合金長條薄片燒結中,排氣通槽使溫差不堅決≤3℃,翹曲變形率降至0.5%以下。
U型石墨舟皿:槽底一般為關閉規劃,氣體流轉依托槽口天然松懈,易導致氣體停留區,添加燒焦危險。
二、工藝適配性比照
燒結工藝
V型石墨舟皿:
硬質合金燒結:經過V型槽限位和氮化硼涂料層(厚度≥0.18mm),阻斷碳滲透,防止硬質合金滲碳導致的硬度下降(滲碳層硬度下降約15%-20%)。
異形件處理:經過替換不同規范石墨片,可燒結最小截面5mm×5mm的異形件,無需替換舟皿本體,下降加工本錢40%。
U型石墨舟皿:
圓柱形產品燒結:適宜承載直徑均勻的圓柱形產品,如釹鐵硼磁體,但需額定規劃防滑結構以防止產品移動。
厚件燒結:深槽結構可承載厚度較大的產品,但需延伸脫膠時間以防止氣體停留。
鍍膜工藝
V型石墨舟皿:在太陽能電池片PECVD工藝中,V型槽使表面溫差<±2℃,碎片率從0.5%降至0.02%,單線日產能打破7000片。
U型石墨舟皿:槽內氣體活動不均易導致鍍膜厚度不堅決,需經過優化槽底開孔規劃改善,但會添加工藝復雜度。
三、功用體現與本錢效益
燒焦與積碳操控
V型石墨舟皿:卡槽深度淺且氣體流轉途徑短,燒焦危險明顯低于U型。例如,在氫氣脫膠工藝中,V型槽規劃可使膠體殘留率從15%降至2%以下。
U型石墨舟皿:深槽結構易構成氣體停留區,需經過添加槽底開孔或優化氣體流速操控燒焦,但會添加設備本錢。
使用壽命與保護本錢
V型石墨舟皿:棱角保護槽將產品與銳邊觸摸轉為平面觸摸,邊角破損率從5.2%降至0.8%,舟皿破損率下降40%,使用壽命延伸30%以上。
U型石墨舟皿:槽底易因氣體沖刷或產品滑動導致磨損,需守時修正或替換,保護本錢較高。
空間利用率與裝載量
V型石墨舟皿:底面Λ形通槽規劃使疊放時上層舟皿的支撐凸起落入下層通槽內,削減筆直方向空間占用,裝載量提高25%以上,一起下降石墨材料耗費約15%-20%。
U型石墨舟皿:疊放時需預留較大空位以防止干與,空間利用率較低。
-
二極管殼封裝石墨治具,電子燒結石墨模具,燒結石墨模具,二極管燒結石墨模具,石墨治具,石墨模具生產廠家
-
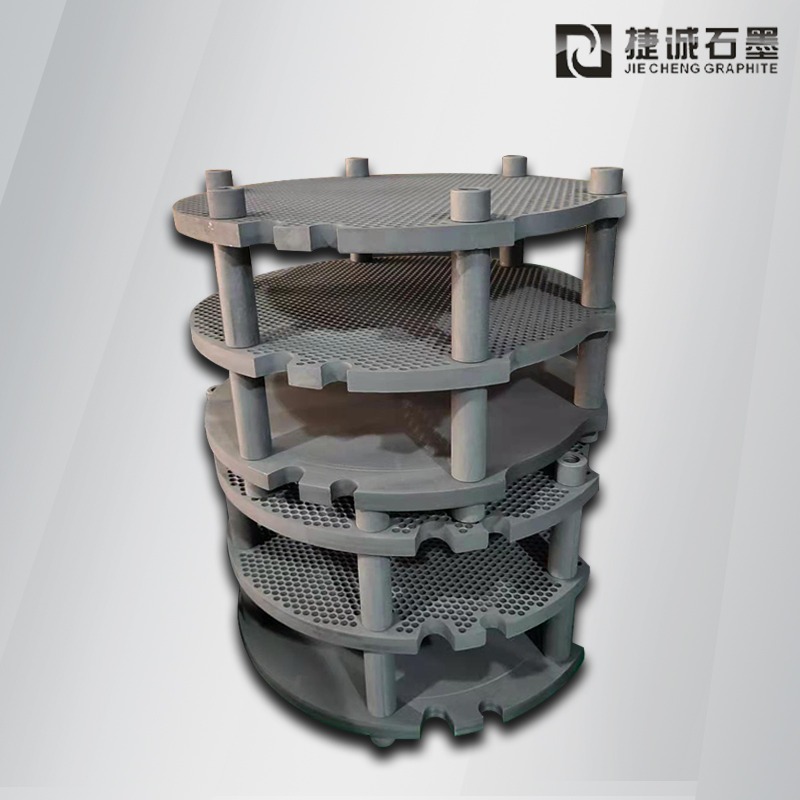
鐘罩爐石墨盤,石墨盤,銅管燒結石墨盤,燒結石墨盤,石墨盤加工,燒結石墨圓盤,鐘罩爐石墨盤生產廠家
-
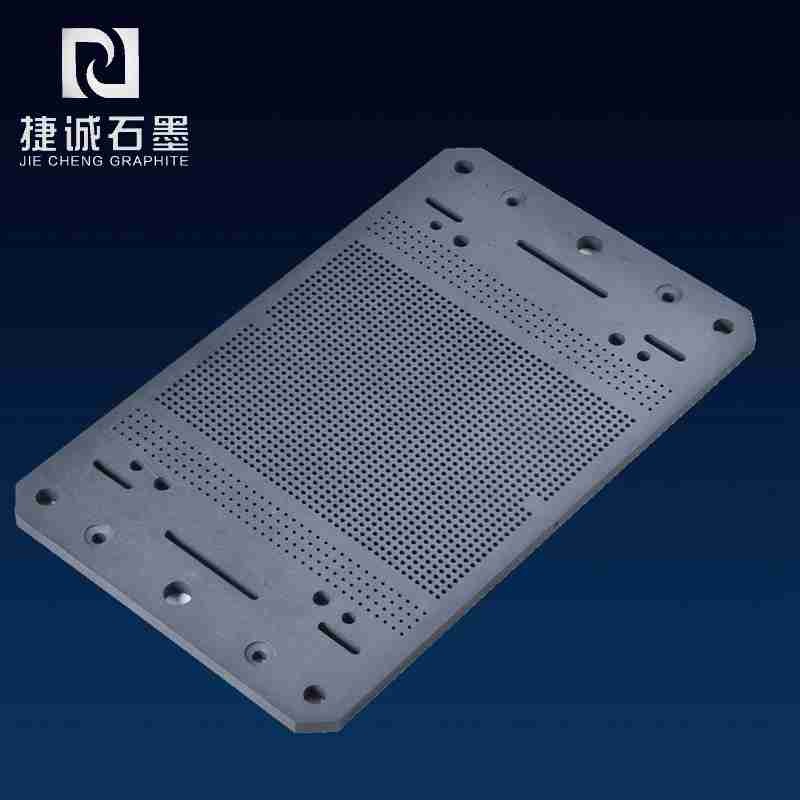
電子燒結石墨模具,電子封裝石墨模具,燒結石墨模具,半導體IC封裝石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
-
粉柱粉環燒結石墨模具,粉柱燒結石墨模具,粉環燒結石墨模具,石墨模具,燒結石墨模具,石墨模具加工,石墨治具,石墨模具生產廠家
-
二極管殼封裝石墨治具,電子燒結石墨模具,石墨模具加工,半導體封裝燒結石墨模具,石墨模具生產廠家
-

5GVC石墨治具,VC擴散焊接石墨治具,石墨模具加工,均熱板石墨模具,VC石墨模具,石墨模具生產廠家